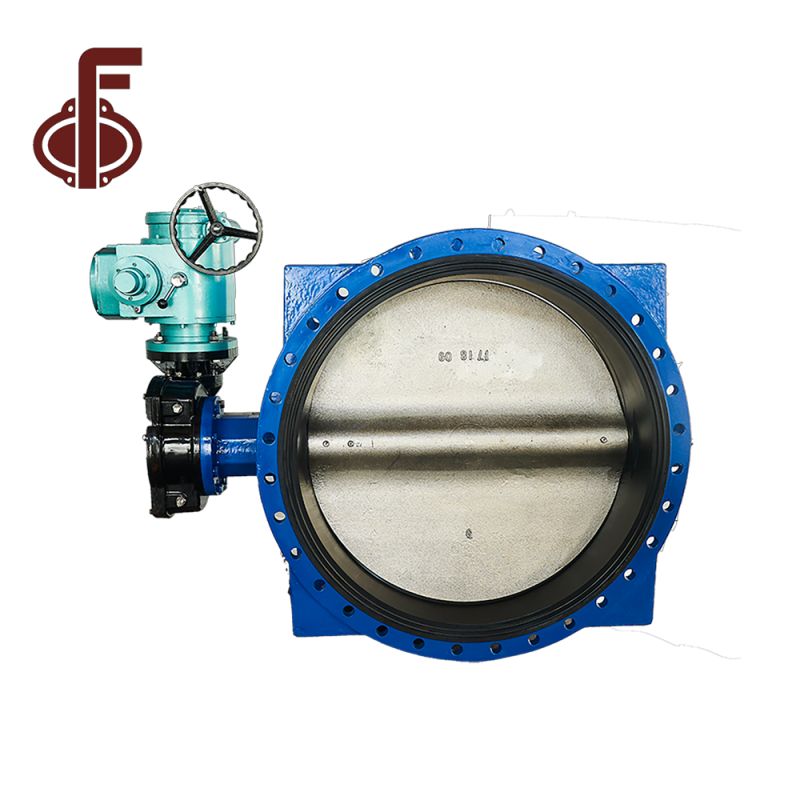



Электрофланцевые поворотные задвижки большого диаметра



Подробная информация о товаре
| Размеры, номинальное давление и стандарты | |
| Размер | DN40-DN4000 |
| Номинальное давление | PN10, PN16, CL150, JIS 5K, JIS 10K |
| ЗППП при личном контакте | API609, BS5155, DIN3202, ISO5752 |
| Подключение STD | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, ГОСТ33259 |
| Верхний фланец STD | ISO 5211 |
| Материал | |
| Тело | Чугун (GG25), высокопрочный чугун (GGG40/50), углеродистая сталь (WCB A216), нержавеющая сталь (SS304/SS316/SS304L/SS316L), дуплексная нержавеющая сталь (2507/1.4529), бронза, алюминиевый сплав. |
| Диск | DI+Ni, углеродистая сталь (WCB A216), нержавеющая сталь (SS304/SS316/SS304L/SS316L), дуплексная нержавеющая сталь (2507/1.4529), бронза, DI/WCB/SS с эпоксидным покрытием/нейлон/EPDM/NBR/PTFE/PFA |
| Шток/Стержень | SS416, SS431, SS304, SS316, дуплексная нержавеющая сталь, монель |
| Сиденье | NBR, EPDM/REPDM, PTFE/RPTFE, Viton, неопрен, гипалон, силикон, PFA |
| Втулка | ПТФЭ, бронза |
| О-кольцо | НБР, ЭПДМ, ФКМ |
| Исполнительный механизм | Ручной рычаг, редуктор, электропривод, пневматический привод |
Демонстрация товара






Преимущество продукта
Маркировочная пластина расположена на корпусе клапана, её легко увидеть после установки. Материал пластины — нержавеющая сталь SS304, маркировка нанесена лазером. Для крепления используются заклёпки из нержавеющей стали, что обеспечивает чистоту и надёжность.
Болты и гайки изготовлены из нержавеющей стали марки SS304, обладающей повышенной устойчивостью к коррозии.
Рукоятка клапана изготовлена из высокопрочного чугуна, что обеспечивает более высокую коррозионную стойкость по сравнению с обычными рукоятками. Пружина и штифт изготовлены из нержавеющей стали SS304. Рукоятка имеет полукруглую форму, приятную на ощупь.
Штифт задвижки типа «бабочка» имеет модуляционный тип, отличается высокой прочностью, износостойкостью и обеспечивает надежное соединение.
Конструкция штока без штифта имеет защиту от прорыва, а шток клапана оснащен двойным перемычкой, что не только компенсирует ошибки при установке, но и предотвращает прорыв штока.
К каждому продукту компании ZFA прилагается отчет о материалах основных компонентов клапана.
В конструкции клапана ZFA используется цельный корпус, поэтому он весит больше, чем клапаны обычного типа.
Клапан изготовлен методом порошковой эпоксидной окраски, толщина слоя порошка составляет не менее 250 мкм. Корпус клапана должен нагреваться в течение 3 часов при температуре 200℃, а порошок должен затвердеть в течение 2 часов при температуре 180℃.
После естественного охлаждения адгезионные свойства порошка выше, чем у обычного типа, что гарантирует отсутствие изменения цвета в течение 36 месяцев.
Пневматические приводы имеют двухпоршневую конструкцию, обеспечивающую высокую точность, эффективность и стабильный выходной крутящий момент.
Испытание корпуса клапана: При испытании корпуса клапана используется давление в 1,5 раза выше стандартного. Испытание следует проводить после установки, когда диск клапана наполовину закрыт, это называется испытанием давления корпуса. При испытании седла клапана используется давление в 1,1 раза выше стандартного.
Специальные испытания: В соответствии с требованиями заказчика мы можем провести любые необходимые вам испытания.
Самые продаваемые товары









Категории товаров
-

Электрический резиновый фланец с полной облицовкой типа "бабочка"...
-

Пневматический позиционер DN100 PN16 E/P для пластинчатых матриц...
-

Двухвальный дисковый поворотный затвор PN16 DN600
-

Полнофунтовый дисковый затвор DN100 из EPDM...
-

Однофланцевый дисковый поворотный затвор DN800 DI
-

Высокопроизводительная пластина из полированной нержавеющей стали...





